
First-ever visit by any journalist to Triumph’s three factories in Thailand southeast of Bangkok




























Triumph Motorcycles sold 56,253 units in the year ending June 30, 2016 – the most recent period for which the Hinckley-based British manufacturer that’s still privately owned by the Bloor family has so far released figures. This was a healthy 4.5% increase over the 53,812 bikes sold the previous year, and 85.30% of them found homes outside the UK in the more than 40 countries around the world in which Triumph markets its products. This allowed the company to increase its global revenues by £56.3m to £407.6m that year, with profit before exceptional costs almost doubling, up 90.8% to £16.6m.

But in fact around 80% of those motorcycles were manufactured in Triumph’s three factories in Thailand, even if they incorporated some key components such as crankshafts and camshafts produced in the company’s two factories in the UK at Hinckley, then shipped Out East. Equally, there are many components manufactured in Thailand which are sent to Hinckley for installation in the bikes built there, as part of a globalisation policy inaugurated by John Bloor in 2002, when he built his first wholly-owned plant in the Southeast Asian country. This inevitably led to concern amongst his then 450-strong British manufacturing workforce that their jobs risked being shipped overseas – but that’s far from how things have turned out.

“One of the strong messages that John Bloor gave out when we first announced that we were going to be bringing some manufacturing out of the UK to Thailand, was about jobs,” says Steve Sargent, Triumph’s Chief Product Officer who’s responsible for overseeing the company’s production process in the UK and, together with Triumph Motorcycles Thailand MD Peter Coates, in its three factories in Thailand. “In 2002 when we opened up in Thailand, John went to the UK workforce and said, “I guarantee you, we will make no redundancies as a result of this.” And indeed, we’ve never done that, and in fact we now employ over 600 people in the UK, where the R&D side has grown significantly. Every Triumph motorcycle begins its life in Hinckley, where all of our design work, prototype construction and engineering takes place.”

An invitation to become the first journalist ever to be allowed to visit Triumph’s Thai operation resulted in an in-depth two-day behind-closed-doors guided tour of its three separate but neighbouring plants collectively comprising 94,000m² of covered space. These are located in Chonburi, 50mi/80km southeast of downtown Bangkok amidst the low-rise industrial sprawl extending south from the Thai capital, about halfway between it and the vacation resort of Pattaya. Bloor’s foresight in choosing Thailand as his offshore manufacturing base gave Triumph a head start over others who have since followed him there in selecting an ideal location with room for expansion, which also has many key suppliers within a 10-minute drive – including FCC clutches, Kayaba and Öhlins suspension, NOK bearings, BASF catalysts etc. Reflecting this, Honda’s Thai factory making its CB300 singles and CB500 twins for global sale is literally ten minutes away from Triumph, although Ducati’s 22,000 sq² assembly plant opened in 2011 and building most of its models – including all Scramblers sold in North America and Australasia – is an hour further south, closer to Pattaya than the port of Bangkok. Harley-Davidson’s forthcoming Thai plant will be at Rayong, half as far again beyond Ducati.

John Bloor’s inspired decision a decade ago to establish a wholly-owned Triumph manufacturing operation in Thailand, originally projected a cost-effective supplier of various components over which he would retain control in terms of quality, price and above all delivery, as opposed to sourcing such parts from third party Indian or Chinese companies, as most of Triumph’s rivals did already, or would shortly do. This has been a key factor since then in Triumph’s ability to compete on price as well as quality with its rivals, especially those in Germany and Japan, while delivering relatively small-volume, high-quality, but distinctive products.

Triumph’s three Thai plants which combine to produce up to 300 bikes daily six days a week are all free trade areas, meaning that there are no import duties levied in bringing in machinery, components and materials from overseas. Whether aluminium extrusions from Korea, hi-spec steels from Japan, casting dies or machine tools from Germany, or crankshafts from the UK, all are imported tax free for use in Triumph’s three plants, thus providing employment for the indigenous workforce. And with a minimum of 40% local content in each complete bike that leaves the factory, it can be sold in the booming local Thai market (Asia’s largest for middleweight and large capacity bikes) without the crippling 60% import duty for foreign-made products being levied, as well as tax-free in all the other Asian countries with which Thailand has a free trade agreement – including the world’s four largest PTW markets in India, China, Indonesia and Vietnam.

But it was to serve his customers in developed markets that in May 2002 John Bloor established the 19,000m² Factory 3 (Triumph’s first in Thailand, but third overall after its two existing ones in the UK), initially as a source of components including frames, fuel tanks, exhausts, swingarms, and assorted covers, to be shipped to Britain for use on the Hinckley assembly lines. However, Bloor and his management team swiftly realised the potential offered by the proven ability of Factory 3’s 250-strong Thai workforce to work to high standards of quality and flexibility. So the much larger 35,000m² Factory 4 was opened in 2006 by British industry’s overseas ambassador, H.R.H. Prince Andrew, to incorporate not only a paint shop but also an assembly line for its 270 employees to produce complete Triumph motorcycles (to begin with, mainly Bonneville models) for the first time outside Britain. This was swiftly followed in 2007 by the still larger 50,000m² Factory 5, incorporating high pressure die-casting and machining facilities, and now employing 700 staff. Triumph’s main Hinckley factory measures 30,000m² by comparison.

So today, Triumph’s three Thai plants encompass a total of 1,220 local employees – 77% of them male, with 23% female, and all Thai, rather than any from other neighbouring countries – working under the direction of a dozen expat British managers, most of whom have put down roots in the country. “We’re pleased that almost half of our staff have worked at Triumph for more than five years, and more than a quarter of them for over ten years,” says MD Peter Coates. “So there’s good staff retention even with other manufacturers following us here. Also, something that’s really stood out in Thailand is that once we develop a process with them, it’s rare that the operators won’t follow it precisely. With the Thai staff, it’s important that you actually set your standards early on. So we get the managers to agree to these up front with Design, and whether that’s a tolerance, a cosmetic finish, or whatever, you agree that up front and then that’s documented, so then the Thais have got something clear in black and white to work with. They will then always follow it to the letter, which means a constant level of quality. You very rarely find anyone deviating from it.”

Unlike at Triumph’s UK factories, its Thai workforce is unionised, but via what amounts to an old-style works council. “Most factories in Thailand have unions, and it seems to me the normal way of working, focusing on what the issues are that we’ve got within our own company,” says Steve Sargent. “We’ve had a union here for eight years now – the first eight years we didn’t, but now we work very closely with them. It’s specifically for Triumph employees, and that tends to be how most unions are run in Thailand. The benefit we get out of being able to work with them is that they can give us the inside story on some of the things on the shop floor that maybe we weren’t aware of. I sit with the chairman every month to go through whatever issues we have, and he knows he can call me if he has a problem, or vice versa. The fact that the union is focused on Triumph, and obviously we are too, helps drive a strong degree of collaboration. We’ve just agreed a new three-year pay deal with them, so we know exactly where we are for the next three years.” The day shift starts at 8am and knocks off at 5pm, with a 40min lunch break and two 10min breaks – one each, morning and afternoon. The night shift runs from 5pm to 2am, with the remaining time used for maintenance.

I’ve visited numerous motorcycle manufacturing plants all over the world, from China and India to Italy and Germany, not forgetting the USA, Austria and Japan, and indeed Triumph’s own slickly run Factory 2 in the UK. The British company’s Thai operation is a transplanted large-scale version of this, but with an even more fanatical emphasis on QC/quality control. I have never been in another factory with as many QC stations as these three – and it’s remarkable how frequently 100% of components are checked for a myriad of points, as opposed to a random check on one in 10 or one in 20 components or assemblies. And I noticed that at many of the QC stations, there’s a majority of women undertaking the checks, on the grounds that they’re just more careful, according to Sunthon, the Thai Factory Manager/Manufacturing. It’s quite apparent that John Bloor and his management team are fanatical about ensuring they can’t be criticised for sacrificing quality by concentrating Triumph production in Thailand with a consequent saving in labour costs vs. the UK.

So, for example, the task of processing six-metre lengths of steel tubing in Factory 3 into component parts for manufacturing chassis, swingarms and subframes via the pair of 5-axis laser cutters and two tube benders entails a QC inspection for the first component produced on each shift, and then a random one in five check thereafter – unless the process has an element of variation, in which case there’s a 100% check of every component, says Quality Manager Mark Pirie. Same thing with the stainless steel parts for handlebars or exhausts – the double-skinned exhaust headers of the T120 Bonneville are very difficult to make and entail a manufacturing technique developed in Thailand, which does require a 100% check, and likewise the installation of the catalysts supplied by BASF Asia.

Same thing with frame construction which takes place in one of the three different fabrication cells – at the time of my visit these were housing manufacture of Thruxton, Bobber and Street Twin chassis, each of which has to pass an average of 60-70 different QC checks after assembly, If one fails, they don’t try to rescue it – it’s scrapped. A Tiger frame has over 300 welds, for instance, hence the in-depth QC. All frame assemblies are TIG-welded or brazed manually (robots were used previously, but jettisoned in favour of people), with each welder trained for two months before being allowed on the production line, where he must provide three valid welding samples of each new assembly before commencing customer manufacture. Pretty strict, huh?!

“We’re dedicated to ensuring 100% conformity,” says Engineering Manager Neil Jones. “So let’s say for example you’re making a header system. You’ll have a laser cut length of stainless steel which then gets measured for conformity, and it may have other features in it that also get measured. It’ll then go to the preparation area for bending. Once bent, it will be 100% checked in a bend check. And also if it’s got any additional mechanical cuts to bring it down in length, they’ll get checked at the same time. So, by the time it’s a bent tube, it’s already had three 100% checks to conformity. It then goes into the fabrication fixture, and this generally picks up on the same features that we’d check for. And on the chassis side, it would go through six different checks on fabrication prior to becoming a complete frame. So you’d have a weld check, you’d do a machine check, you’d have a bore check, wheel frame check, and then do a final fabrication check and visual check. All of that’s done on a 100% basis at each stage along the process, and it’s fairly much the same for anything we produce here.”

When first opened Factory 4 saw assembly of complete bikes using engines shipped from Britain, but both engines and frames for certain bikes – especially all twin-cylinder models – are now made in Thailand, with the assembly line switched to Factory 5. The paint shop includes both powder coating and wet paint processes, depending on the model, and in the case of fuel tanks 30% of these are also coach-lined by hand, which entailed two of the Hinckley craftsmen expert in this spending some months in Thailand teaching their four Thai counterparts how to do this. The paint shop has 28 spray booths with an amazing through-put of up to 3,000 items a day batched by colour and component, and this also includes clear-coating over decals and badges. The degree of organisation needed to run this efficiently is simply mind-blowing – consider that there are no less than 42 different designs and colours of side panel alone for the Bonneville family of twins, and you get an idea of the scale of complexity entailed. All the staff in the paint shops large QC section are female, on the grounds they have the best eye for spotting defects in painting!

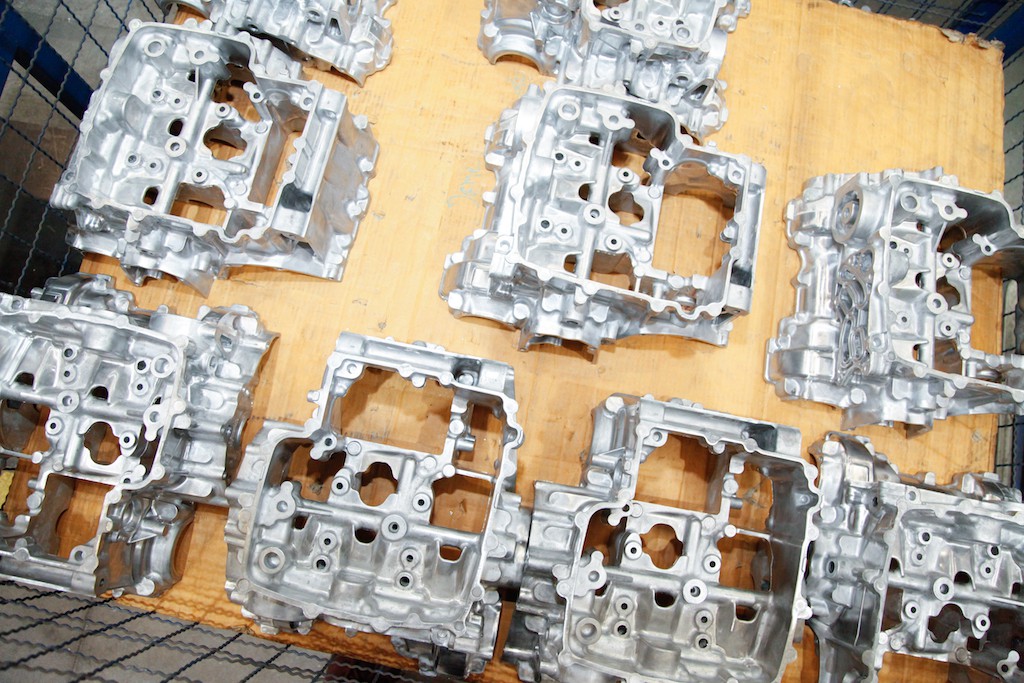
Also in Factory 4 is the injection moulding operation for bodywork, luggage etc. Some idea of the massive investment that John Bloor has brought to the table for Triumph comes from seeing the array of no less than 262 injection moulding tools costing £40,000 each sitting waiting to be used – that’s indeed £10.48million of hardware just there. Add in the four massive Demag Sumitomo machines these are used in, and there’s little change out of £15m. But that’s nothing compared to the investment in Factory 5, the largest and newest of Triumph’s Thai plants, which besides the stores and the two 102-metre long assembly lines also includes the three massive million-pound foundries made by Muller Weingarten in Germany in which all crankcases, covers and some rear subframes for all Triumph models are made, even those manufactured in the UK. Add in another £1m for each set of dies per crankcase design, then count the array lined up in Factory 5 and discover there are 26 in all. You do the math – and remember this is an extremely well run privately owned company which has zero debt and no outside borrowings, financed entirely out of John Bloor’s own pocket. Which posted a profit last year of £16.6m in supplying an array of acclaimed new models to the marketplace, some of which are sold out for months ahead (Thruxton, Bobber, etc.). It’s hard not to be impressed, isn’t it?
QC in the foundry is once again the first unit in each shift, then a random 1 in 10 subsequently, entailing both X-raying the parts for cracks, as well as a pressure test. But as the new generation of engines has come on line with internal oil and water galleries for appearance sake, so it’s become more complex to check these. Triumph Thailand is linked by computer to the foundry company in Germany to resolve any problems that do arise. This is done in the low humidity CMM inspection room at 21ºC ambient, where in addition all new parts from an outside supplier are checked. All critical components are digitally checked to within a 10 microns tolerance, and for every new component manufactured the first 50 units are 100% checked for QC, before switching to 1 in 10 thereafter. As an example, the Bonneville engine’s crankcase has 563 different points to be checked for QC, with special attention to the chemical composition and the density of material – low density can indicate porosity in the casting.
Machining the crankcase and cylinder head castings (the latter are sourced from an outside supplier) is done on an array of 40 CNC machines representing another £12.6m of investment, and running a triple shift, so 24-hour operation six days a week. These each produce a new set of crankcases every five minutes, which are then bar coded as representing the start of the process of giving birth to the engine, and are fitted with the crankshaft made in the UK. There are further QC inspections in the so-called One in Ten Room, before these meet up with the Japanese-made gearbox and FCC clutch made ten minutes away from the Triumph plant. There’s a 100% QC check on all engines before sending these to meet their chassis. The production line runs a double shift six days a week, and upon completion of assembly all bikes are run for five minutes on a rolling road for the usual dynamic checks, before going to a final overall QC check area, and thence to dispatch for crating and shipping. There’s a third production line which only takes care of producing CKD kits for Triumph’s own assembly lines in India and Brazil.
Though currently focusing on building the Bonneville twin-cylinder family and the new Street Triple 765 – which also means the future Triumph Moto 2 GP engines will almost certainly be made in Thailand – Triumph switches manufacture of different families of bikes back and forth between the UK and Thailand. “We’ve had the manufacturing split as low as 60% here and 40% in the UK,” says Steve Sargent. “We’ve done the Tiger Sport 1050, the Speed Triple and the Rocket-3 here at one time or another, but they’re now back in the UK. So it’s not a hard and fast arrangement – the smaller bikes here, the bigger bikes there. It’s just what seems best at the time. To move assembly of a model around is not that big a thing, and if we’ve got a number of bikes being developed at the same time, you may want to share some of that development between the UK and Thailand. You don’t necessarily want it all going on in Thailand, and nothing going on in the UK, so you want to try and share that out. It may sound like a cliché, but we don’t see things in terms of Triumph UK and Triumph Thailand, it’s simply Triumph Manufacturing. And we have the flexibility to be able to move some of that from the UK to Thailand, sometimes from Thailand to the UK. It’s about getting the balance right to make the best use of all of the resources that we’ve got across both of the sites.”

OK, but why did they ever go to Thailand in the first place?” Was it to save money? Or was it also to be able to do certain things in Thailand, which wouldn’t have been possible in the UK? “Yes, that’s it,” says Sargent. “It was primarily for us to be able to do certain processes that we wouldn’t be able to do in the UK. It’s always interesting reading the comments that you get on blog sites about, “This isn’t made here” and “This isn’t made there”, but I think what a lot of people fail to recognise is that for every motorcycle company, this is a global business. It’s virtually impossible to build any motorcycle just out of components that are manufactured in one country, and it certainly wouldn’t be economical to do so. So, every company has had to make a choice, in terms of where it’s going to source its components from globally. And some companies are comfortable with saying, “OK, I’m going to go and work with a supplier in China, or – I’m going to buy my complete engines (in some cases) from a different company”. That’s never been Triumph’s way of doing business. John Bloor has always taken a viewpoint that we want to be in control of the things that we believe are important, in order to get the quality of the product right, and to be in charge of the supply chain.”
“Cost does come into it as well – look at things like the exhaust headers, or fuel tank assemblies we make in Factory 3 here. You couldn’t possibly afford to buy those from a UK supplier. So, you’re then left with a choice of, ‘Well, do I want to go and work with a supplier in another country’? And then if you do, have all of the risks of doing so, and to some degree, less control over what that supplier’s doing, and whether he supplies on time? Or do we want to invest in ourselves, put a facility in-house ourselves, and have our own management team looking after it? And, by the way, also get the benefits of learning from doing that manufacturing, and being able to use that learning to feed back into the design engineers. So that the next time they’re designing a header system, we can say to them “Ah, but did you know, actually we now have the capability to get a tighter bend radius on that part”. We can put a neater weld there. We can actually improve the product based on the fact that we do that ourselves, rather than passing all of that over to somebody else.”
I just bought a Bonneville T120. Reading this literature makes me feel good about my decision to buy a Triumph. I found out after my purchase, that (from the VIN) my bike is mfg. in Thailand. Thats why I was so interested in this write-up. Triumph really is a very well-oiled machine, as a Company!!
I'm sorry but after what I've read I won't be purchasing another new Triumph ever again.
I went from a Fireblade to a Daytona (the Triumph being utter rubbish) BUT I felt proud owning a Triumph made in Britain.
Bloor is just trading on the history of a prestigious British brand and deceiving a lot of his customers into believing the product is British when clearly it is not.
I see the financial logic in what he is doing BUT personally I don't wish to purchase a Rolex made in the far east when I may as well buy a perfectly good Seiko.
Honda also have a Thai factory, which builds CB300 singles and CB500 twins for the global market.
BMW build most of their X range of 4x4s in the USA and then ship them around the world; and will shortly start building a version of Mini in China, again for global markets. Likewise, Volvo build cars in China for worldwide distribution – so Triumph really are not doing anything different to anyone else.
Yes but unlike Thaiumph, none of those companies trade on their national identities. Stop using the Union Jack, to show how British you are, when you throw the workers at Hinkely on to the Dole queue.
Well, I’m a bit encouraged by Alan’s write-up here that Triumph may not end up as a foreign controlled scooter manufacturer now, but I’m still going to do my best to limit further second hand purchases to bikes that originally rolled off the line at Hinckley as opposed to Thailand.
I used to feel the way you did kind of. But the world moves forward. My Triumph doesn’t have a Union Jack on it. I’ve had 3 UK built bikes from Triumph, but the new one I have is from Thailand and it is better than all of my last 3 put together. It is has the best fit and finish. The best performance and the best technology – and it looks amazing. I grew up. It is a beautiful bike and if people in Thailand built it, it just goes to show you that Thai people are just as good as anyone else.
The motorcycle market is in Asia – not the UK. The bikes are designed and developed in the UK and they still do make certain bikes in the UK.
They employ more British workers now than they did 10 years ago.
Build in Thailand if you must but retail price should reflect that, just compare bonneville with enfield equivalent and see the sort of mark up there is at Triumph.
Union flag should show made in uk.
Ed Wright ex BSA